一、核心部件维护 ①1. 割枪与喷嘴组件(高频损耗部件) ②2. 电源与控制系统 ③3. 气体与冷却系统 二、…

| 故障现象 | 可能原因 | 解决方法 |
| 无法引弧 | 电极/喷嘴磨损、高频引弧器故障、气压不足 | 更换电极喷嘴;检查高频板接线;调节空压机压力至0.6MPa以上 |
| 切割火花分散(不集中) | 涡流环堵塞、气体流量异常、割枪线缆破损 | 清理涡流环;检查气体管路是否漏气;更换破损线缆 |
| 电源频繁跳闸 | 散热不良、输入电压不稳、内部短路 | 清理散热孔灰尘;使用稳压器(电压波动≤±10%);联系专业人员检测电路 |
| 割枪过热 | 冷却系统故障、负载持续率超标 | 检查冷却液循环泵;减少连续切割时间(气冷机型单次≤15分钟) |
| 维护项目 | 频率 | 关键操作 |
| 喷嘴/电极清洁更换 | 每次使用后/每周 | 吹净熔渣,检查磨损量 |
| 电源除尘 | 每月 | 清理散热孔、风扇灰尘 |
| 气体系统排水 | 每周 | 排放空压机储气罐冷凝水 |
| 冷却液更换 | 每3个月 | 更换专用冷却液,清洗水箱管路 |
| 整机参数校准 | 每季度 | 校准电流、气压传感器读数 |
总结:等离子切割机的维护核心是“高频损耗部件及时换、清洁散热是关键、规范操作降故障”,尤其在报废车拆解等高粉尘、高负载场景,需通过定期维护延长设备寿命(国产机型正常维护下寿命可达3-5年),同时确保切割效率与安全性。
一直在寻找安装简单、智能控制的机动车报废拆解解决方案?
可拨打电话或在线联系我们,立即处理您的需求
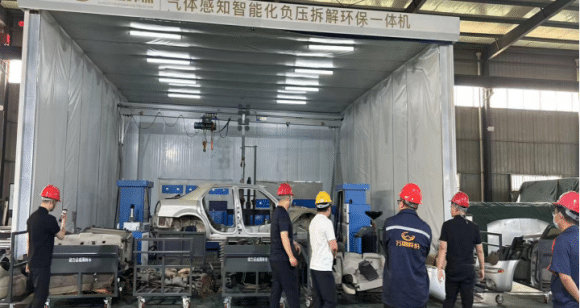 河南万国:引领报废车拆解设备智能化升级,开启绿色回收新时代
河南万国:引领报废车拆解设备智能化升级,开启绿色回收新时代
2026.04.02
在国家“双碳”战略与循环经济政策的推动下,报废机动车回收利用行业正经历从“粗放拆解”向“智能环保”的深刻转型。…
 河南万国:赋能报废车回收,注入循环动能
河南万国:赋能报废车回收,注入循环动能
2026.04.01
在“双碳”战略与循环经济政策的双重推动下,报废机动车回收拆解行业正从“粗放处理”向“精细化循环”转型。河南万国…
 聚焦环保与效率:河南万国报废车拆解设备的核心技术优势解析
聚焦环保与效率:河南万国报废车拆解设备的核心技术优势解析
2026.04.01
在绿色循环经济与“双碳”战略的推动下,报废车拆解行业正经历从传统人工向智能化、环保化转型的关键阶段。河南万国环…